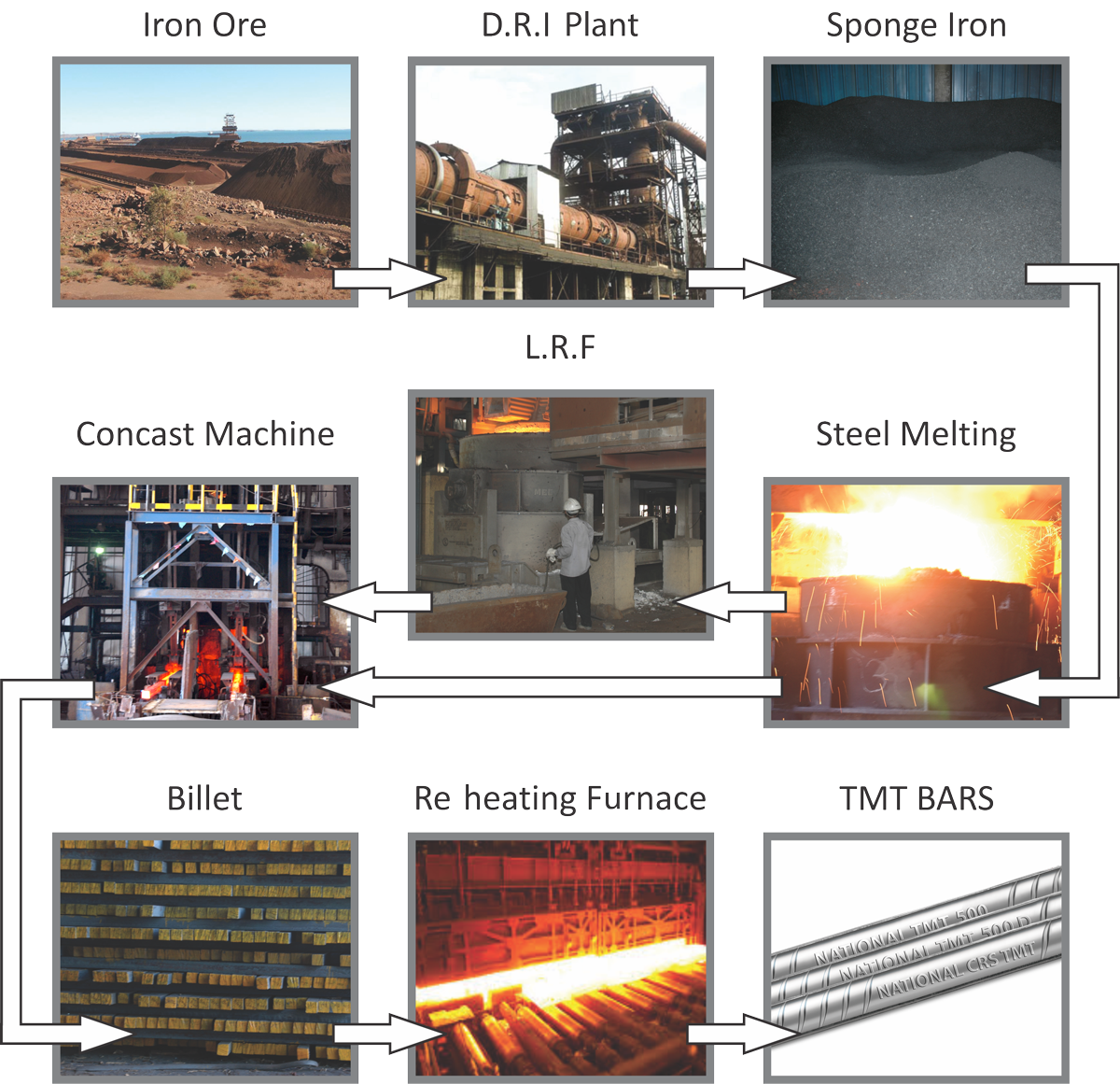
NATIONAL TMT uses a reputed international TEMPCORE (CRM-Belgium) process, adopted by the most advanced TMT bar manufacturers around the world for manufacturing of the reinforcement bars. This process imparts a higher strength to the products using the latest Thermo Mechanical Treatment (TMT) / Quenching & Self tempering (QST) and is far superior to the traditional process. Sponge iron is produced in-house from iron Ore in the latest technology kilns. Billets, which are made from Sponge iron make the basic raw material for the NATIONAL TMT. The billets are cut to length and charged into the reheating furnace of the digitally controlled Rolling Mill. The rolling starts with two stands roughing, two stands intermediate & ten stands continuous mill, which is in sequence. Due to this progressive reduction of the billet, it leads to the final size and shaped reinforcing bar. The bar produced through this process is then subjected to heat treatment in three successive stages.
QUENCHING
In the first stage, quenching starts with the hot rolled bar leaving the final stand and immediately being quenched by a special high Pressure Water spraying System. The process results in formation of “Martensite” on the outer surface of the bar while the core remains austenitic.
SELF-TEMPERING
In the second stage the bar leaves the water quenching box and is exposed to air. The heat flux from the still hot core reheats the outer surface of the bar. The Martensite formed in the first stage is thus subject to self-tempering giving a structure called “Tempered Martensite” which is strong and tough. The core is still austenitic at this stage.
ATMOSPHERIC COOLING
The third and final stage of “Atmospheric Cooling” takes place on the cooling bed, where the austenitic core is transformed into the ferrite pearlite ductile core. The final structure, thus, consists of a combination of the strong outer layer of tempered martensite and a ductile core of ferrite-pearlite.